Products By
-
Category
Category
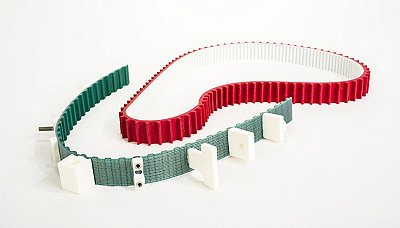
Product Innovations from Gates
You can count on Gates to supply innovative new products that push the boundaries of materials science. We engineer our products to continually exceed expectations and outperform industry standards. We are constantly expanding our product catalog and services to support every facet of our customer's operations.

- Industries
- Solutions
- Knowledge Center
- About Us